વેરિયેબલ સ્પીડ ચેઇન્સ, જેમાં PIV/રોલર ટાઇપ અનંત વેરિયેબલ સ્પીડ ચેઇન્સનો સમાવેશ થાય છે


PIV અનંત ચલ ગતિ સાંકળો
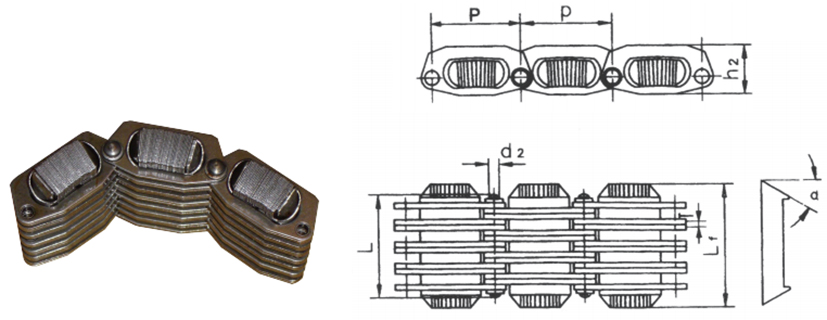
| GL સીડીએન નં. | પિથ પી મીમી | પિન વ્યાસ. d2(મહત્તમ) મીમી | પિનની લંબાઈ એલ(મહત્તમ) મીમી | પ્લેટ ઊંડાઈ h2.(મહત્તમ) મીમી | પ્લેટની જાડાઈ ટી(મહત્તમ) mm | પ્લેટની જાડાઈ ટી(મહત્તમ) mm | ઘર્ષણ પ્લેટ ઉપર પહોળાઈ એક ડિગ્રી | અંતિમ તાણ શક્તિ Q (મિનિટ) Kn | વજન પ્રતિ મીટર q કિગ્રા/મી |
| AO | ૧૮.૭૫ | ૩.૦૦ | ૧૯.૫૦ | ૯.૫૦ | ૧.૦ | ૨૪.૦૦ | 15 | ૯.૦ | ૧.૦ |
| Al | ૧૯.૦૦ | ૩.૦૦ | ૧૯.૫૦ | ૧૦.૬૦ | ૧.૫ | ૩૦.૪૪ | 15 | ૯.૦ | ૧.૦ |
| A2 | ૨૫.૦૦ | ૩.૦૦ | ૩૦.૧૦ | ૧૩.૫૦ | ૧.૫ | ૩૭.૮૦ | 15 | ૨૧.૦ | ૨.૦ |
| A3 | ૨૮.૬૦ | ૩.૦૦ | ૩૫.૩૦ | ૧૬.૦૦ | ૧.૫ | ૪૪.૨૦ | 15 | ૩૮.૫ | ૩.૦ |
| A4 | ૩૬.૦૦ | ૪.૦૦ | ૪૮.૫૦ | ૨૦.૫૦ | ૧.૫ | ૫૮.૫૦ | 15 | ૬૧.૫ | ૫.૪ |
| A5 | ૩૬.૦૦ | ૪.૦૦ | ૬૦.૫૦ | ૨૦.૫૦ | ૧.૫ | ૭૦.૦૦ | 15 | ૭૧.૦ | ૬.૭ |
| A6 | ૪૪.૪૦ | ૫.૪૦ | ૭૦.૦૦ | ૨૩.૭૦ | ૧.૫ | ૭૭.૦૦ | 15 | ૧૨૫.૦ | ૯.૦ |
રોલર પ્રકાર અનંત ચલ ગતિ સાંકળો
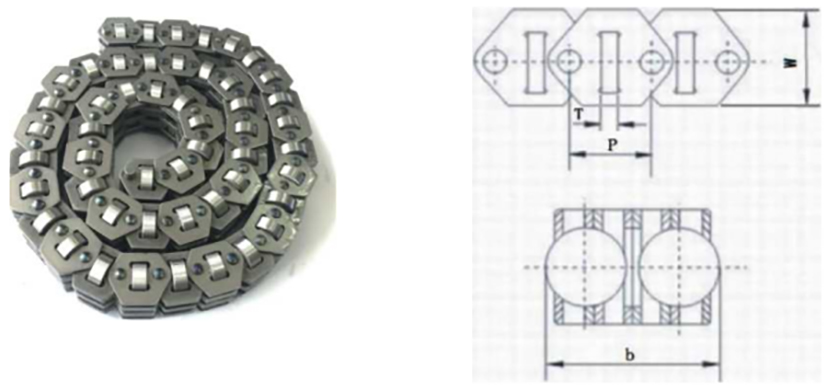
| GL સાંકળ નં. | પીચ | પ્લેટ ઊંચાઈ | રોલર પહોળાઈ | રોલર જાડાઈ |
| P | W | b(મિનિટ) | ટી (મહત્તમ) | |
| mm | mm | mm | mm | |
| આરબીઓ | ૧૦.૧૦ | ૯૨૩ | ૧૨.૦૦ | ૨.૯૦ |
| આરબીઆઈ | ૧૨૨૦ | ૧૨.૩૦ | ૧૬.૦૪ | ૪.૧૦ |
| આરબી2 | ૧૪.૬૬ | ૧૪.૮૦ | ૨૦.૦૦ | ૪.૭૪ |
| આરબી૩ | ૧૨.૬૦ | ૧૬.૬૦ | ૨૪.૬૦ | ૪.૭૦ |
| આરબી૪ | ૧૪.૦૦ | ૨૦.૭૦ | ૩૧.૦૦ | ૫.૫૦ |
| આરસી3 | ૧૩૨૦ | ૧૮.૮૦ | ૨૪.૫૪ | ૪.૭૦ |
| આરસી૪ | ૧૬૨૦ | ૨૨.૫૦ | ૩૧.૦૦ | ૫.૩૦ |
ગિયર બોક્સ માટે વેરિયેબલ સ્પીડ ચેઇન્સ
1. PIV અનંત ચલ ગતિ સાંકળો:
A0, A1, A2, A3, A4, A5, A6
2. રોલર પ્રકાર અનંત ચલ ગતિ સાંકળો:
PSR1, PSR4, PSR5, RB0, RB1, RB2, RB3, RB4, RC3, RC4 વગેરે.
કાર્ય: જ્યારે ઇનપુટ ફેરફાર સ્થિર આઉટપુટ રોટેશનલ સ્પીડ જાળવી રાખે છે. ઉત્પાદનો ઉચ્ચ ગુણવત્તાવાળા એલોય સ્ટીલ ઉત્પાદનથી બનેલા હોય છે. પ્લેટોને ચોકસાઇ ટેકનોલોજી દ્વારા પંચ અને સ્ક્વિઝ્ડ બોર કરવામાં આવે છે. પિન, બુશ, રોલરને ઉચ્ચ-કાર્યક્ષમતાવાળા ઓટોમેટિક સાધનો અને ઓટોમેટિક ગ્રાઇન્ડીંગ સાધનો દ્વારા મશિન કરવામાં આવે છે, પછી કાર્બ્યુરાઇઝેશન, કાર્બન અને નાઇટ્રોજન પ્રોટેક્શન મેશ બેલ્ટ ફર્નેસ, સપાટી બ્લાસ્ટિંગ પ્રક્રિયા વગેરેની ગરમીની સારવાર દ્વારા. આંતરિક છિદ્ર સ્થિતિ દ્વારા ચોકસાઇ એસેમ્બલ કરવામાં આવે છે, સમગ્ર સાંકળનું પ્રદર્શન સુનિશ્ચિત કરવા માટે દબાણ દ્વારા રિવેટ કરવામાં આવે છે.





